En detall: reparació de vaixells d'alumini de bricolatge d'un veritable mestre per al lloc my.housecope.com.
Regió de Vyksa Nizhny Novgorod
Reparació de carcassa de duralumini.
Els rastres de corrosió s'eliminen amb raspalls de cabell dur i, si cal, amb un drap d'esmeril amb m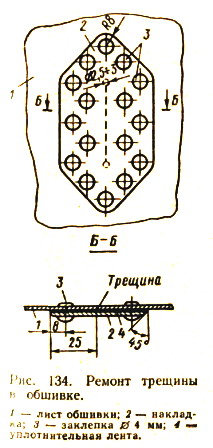
aslom. Les zones netes s'eixuguen amb gasolina B-70 i després de 15 minuts d'exposició, amb un drap sucat amb acetona. A continuació, el metall pur s'imprima dues vegades i es pinta.
Els reblons defectuosos s'han de perforar (no tallar-los amb un cisell). Per fer-ho, primer heu de cargolar el centre del capçal de la hipoteca, després fer un forat amb un trepant (amb un metre inferior igual al diàmetre de la vareta del rebló) a una profunditat igual a l'alçada del capçal de la hipoteca; després d'això, el cap es trenca fàcilment i la resta del rebló es trenca amb una barba.
Les ratllades a les làmines amb una profunditat de no més de 0,2 mm, així com les petites esquerdes (sense esquerdes), són suficients per netejar amb paper esmeril i restaurar el recobriment protector de pintura i vernís.
Les abolladures profundes s'adrecen després d'escalfar la secció danyada de la pell i els quadrats fixats que la reforcen a una temperatura de 600-700 ° C. S'utilitza un bufador o una torxa de gas per escalfar. Després de refredar-se a l'aire, el metall es torna dúctil i la part deformada es pot redreçar sense por de trencar-se. Les parts crítiques del casc, com ara les làmines inferiors, els marcs i les costelles inferiors, s'hauran de tornar a escalfar després de l'alineació i refredar-les amb aigua.
Quan es troba una esquerda, la seva propagació es limita mitjançant la perforació als extrems dels forats de 2,5-3 mm de diàmetre. Aleshores
(des de l'interior de la caixa) es col·loca una superposició del mateix metall que la peça que es repara. La superposició ha de cobrir l'esquerda per tots els costats en 20-25 mm. Abans de reblar sota el coixinet, cal col·locar una cinta de segellat (fig. 134). 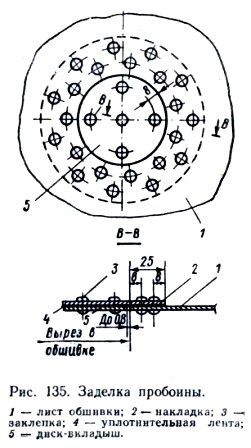
| Vídeo (feu clic per reproduir). |
Els forats petits (fins a 70 mm) a la pell estan segellats amb revestiments des de l'interior del cos i insercions (fig. 135)... El diàmetre del revestiment ha de ser 50-60 mm més gran que el diàmetre del retall per garantir el solapament necessari per reblar amb una costura esglaonada de doble fila amb un pas de reblons de 15-20 mm al llarg de tot el perímetre. Es col·loca un revestiment d'inserció rodó al tall al ras de la carcassa de manera que l'espai entre el revestiment i la vora del tall no superi 1 mm. La inserció està reblada amb una costura d'una sola fila amb un pas de 20 mm.
Els forats més grans es tanquen de la mateixa manera, però el revestiment de l'interior de la caixa no es fa sòlid, sinó anular, amb un diàmetre interior de 50-60 mm inferior al diàmetre de la inserció.
En cas de danys importants a la carcassa, cal substituir la fulla sencera o la major part. Quan substituïu part del full, és millor col·locar juntes addicionals als marcs. Feu que la mida de la superposició i de tots els altres elements d'unió sigui la mateixa que a la costura més propera (vegeu també el consell 148).
En cas de deteriorament de parts d'un conjunt transversal o longitudinal (a través d'esquerdes, trencaments), es superposen quadrats duplicats a les zones a reparar. Quan es substitueix una part d'una peça (per exemple, un cordó), s'instal·la una inserció que s'ajusta als dos extrems de les parts restants de les peces el més estretament possible (l'espai no ha de superar els 0,2 mm) i s'hi connecta. utilitzant superposicions de cul curtes (fig. 136).
Després de reparar la carcassa, comproveu l'estanqueïtat de les costures reblonades amb querosè.
Aquí hi ha informació general sobre el reblat en fred manual.
Hi ha mètodes de reblat directe i invers; als primers cops amb un martell s'apliquen des del costat del capçal de tancament, és a dir, el cap reblat, al segon - des del costat del capçal de la hipoteca.El mètode invers s'utilitza quan, per exemple, no és convenient colpejar des de l'interior del cos (per regla general, els reblons es col·loquen a l'exterior).
En reblar, s'utilitzen aquestes eines (fig. 137):
mandril 1: una vareta d'acer esmolada en un con, amb els seus forats d'ajuda s'alineen en muntar peces;
suport 2 - una vareta massiva d'acer o ferro colat, que serveix per pressionar el capçal d'inserció en el procés de reblat directe;
carcassa 3- una vareta d'acer amb un forat (al centre), el diàmetre del qual és 0,5-1,0 mm més gran que el diàmetre del rebló; s'utilitza per segellar les peces a unir al voltant de la tija del rebló 4;
crimp 5 - vareta d'acer amb un forat en forma de cap de tancament; colpejant el crim amb un fre de mà, rebló l'extrem que sobresurt de la vareta del rebló.
És millor utilitzar reblons d'aliatges AMg-5 o AMts en reparar caixes d'aliatge d'alumini i magnesi, i reblons d'aliatge B65 per a caixes de duralumini.
El reblat del conjunt a la pell es realitza normalment amb una costura de cadena d'una sola fila; juntes de revestiment impermeables: costures resistents esglaonades de dues i tres fileres.
Les peces es poden unir de prop o d'extrem a extrem en tires de revestiment d'una o dues cares.
Diàmetre del rebló d es pot prendre igual al doble del gruix del material del qual estan fetes les peces a unir. En reblar peces de diferent gruix, es té en compte el més petit; si la diferència de gruix és significativa (2 mm o més), el diàmetre del rebló es determina per la fórmula d = 2 (arrel de S), on S és el gruix total de les làmines. Aquest últim no ha de superar els 4 d.
La longitud de la tija del rebló ha de ser igual al gruix total de les làmines reblonades, sumat amb el valor R, necessari per a la formació del capçal de tancament; per al capçal semicircular P = 1,5 d, cònic - 1,3 d, semi-secret - 1,1 d, avellanat - 0,9 d.
Distància AMB entre les fileres de reblons, que determina la resistència i l'estanquitat de la connexió, s'assumeix que és igual, depenent del tipus de connexió, 2-5 d (per exemple, per a les juntes de les làmines de revestiment, la distància entre les files hauria de ser -3 d).
Pas t, és a dir, la distància entre els centres dels reblons adjacents a la mateixa fila, per a costures ajustades, triga de 3 a 5 d (i per a altres juntes - de 8 a 10 d. La distància del centre del reblon des de la vora del full). , el perfil o la banda superior es pren igual a 1, vuit-2 d.
Els forats dels reblons es foren acuradament amb un trepant manual o elèctric. Diàmetre del forat d otv hauria de ser lleugerament més gran que el diàmetre dels reblons:
Els sòcols per als caps incrustats dels reblons avellanats i semiavellanats estan avellanats en un angle de 90 °. La profunditat dels endolls per al capçal d'inserció avellanat amb el mètode de reblat invers ha de ser 0,1 mm menys que l'alçada del cap del rebló, i amb el mètode de reblat directe hauria de ser igual a l'alçada del cap.
Abans de reblar, les peces es munten amb cargols de muntatge (muntatge) instal·lats cada 10-12 forats. El reblat es realitza des del centre de la costura fins a les vores; al final s'eliminen els cargols de muntatge, substituint-los per reblons.
El procés de reblat directe es porta a terme de la següent manera: s'instal·la un suport sota el cap del rebló inserit al forat, es col·loca una carcassa a la vareta del rebló, després es segella la connexió amb diversos cops de martell, després es posa un cap de tancament. format en colpejar la vareta del rebló que sobresurt de la connexió amb un martell. Si cal, el capçal de tancament es forma per engarxat.
Un vaixell d'alumini, com qualsevol altre, requereix una inspecció acurada i, si cal, una reparació.
No sempre és possible confiar les reparacions a un especialista; sovint els vaixells es reparen per les seves pròpies mans.
Després d'haver examinat acuradament el vaixell d'alumini, hauríeu d'entendre quin tipus de reparació es necessita.
La inspecció comença des del fons del vaixell, per a això es gira. Busqueu esquerdes, taques rovellades, reblons perduts o solts.
El pop de l'embarcació experimenta la càrrega més gran durant l'operació, i se li presta especial atenció. 
Per descomptat, són possibles diverses avaries, però a l'article només considero aquelles que només són inherents als vaixells d'alumini i els seus aliatges.
Un dels danys més comuns a un vaixell d'alumini és la corrosió. Sovint s'amaguen esquerdes sota les taques corrosives. Si no lluiteu amb ell, com a resultat, es formarà un forat a la part inferior.
Per determinar la profunditat del dany, el millor és netejar el fons del vaixell amb una esmoladora. Pelar a metall. 
Després de la neteja brusca, poliu-lo amb paper de vidre i, si cal, traieu la pintura antiga amb un removedor especial. Després desgreixa, imprimeix i pinta.
En inspeccionar el vaixell, el martell ajudarà a determinar la fiabilitat dels reblons. Caldrà colpejar cada rebló, si sona i es trontolla, caldrà substituir-lo.
Si es desenvolupen els forats, s'ha de posar un rebló d'un diàmetre més gran en aquest lloc.
Els reblons més comuns fallen, que es troben més a prop del motor, són els més susceptibles a la vibració. 
El següent pas serà segellar les esquerdes. Les esquerdes d'un vaixell es formen més sovint en una col·lisió, per exemple, si es va ensopegar accidentalment amb una fusta a la deriva. Les esquerdes poden ser impressionants i molt petites.
Les esquerdes més petites es poden reparar amb soldadura d'aliatge d'estany i plom dopat amb zinc.
Quan es treballa amb alumini i aliatges, el problema sorgeix amb l'estany, la pel·lícula d'òxid interfereix. Hi ha diverses maneres de soldar alumini, per exemple, podeu utilitzar un oli alcalí anhidre, per exemple, oli de pistola. Abans de soldar, netejar les superfícies, humitejar amb oli i després treure la pel·lícula amb un soldador i soldar. També utilitzen un flux aplicant-lo a la soldadura.
L'única manera d'arreglar forats i esquerdes grans al vostre vaixell d'alumini és amb pegats.
Els pegats es poden reblar o soldar.
La soldadura, en general, s'utilitza millor en casos excepcionals quan és impossible, per algun motiu, reblonjar.
No tots els aliatges d'alumini resisteixen la soldadura, sovint el casc del vaixell es trenca al costat de la soldadura. Sabent això, els soldadors experimentats solen ser reticents a ocupar la feina.
Però tot i així, la soldadura s'utilitza per a les reparacions. Per tant, si cuineu, haureu de fer-ho pels dos costats i només amb làmines primes. 
Si no ets un soldador professional, hauràs de transportar el vaixell a un taller. Les embarcacions d'alumini estan soldades amb argó.
El pegat es col·loca a l'interior del vaixell. Perquè sigui durador, s'han d'observar totes les regles de reblat.
La mida del pegat ha de correspondre a la mida de l'esquerda.
El material amb el qual feu el pegat ha de ser exactament el mateix que el del vostre vaixell. 
Si l'alumini es combina amb un altre metall, es crea un parell galvànic. Això significa que es produirà corrosió galvànica a la unió, que destruirà ràpidament l'alumini o el seu aliatge.
Per la mateixa raó, no es recomana utilitzar un raspall metàl·lic per netejar la caixa.
Cal observar la seqüència següent quan instal·leu un pegat amb un rebló:
Algunes persones intenten segellar petites esquerdes amb soldadura en fred o tela de vidre, és una pèrdua de temps. Aquestes reparacions no són pràctiques, tot això caurà ràpidament durant el funcionament.
Després de les reparacions, el vaixell s'ha de pintar amb una pintura especial.
Presagi popular: els pescadors joves i sense experiència tenen la pesca més gran!
Anunciació
Última autorització:
23.07.2018 12:50:18
Barnaul
Última autorització:
27.01.2015 16:20:46
Barnaul
Última autorització:
03.06.2018 20:25:41
He vist moltes vegades com enganxen forats a Kazanki, etc.
només un drap, sucat amb epoxi - i bam al lloc correcte.
dura - durant dècades, escolliu-lo - no el trieu))))
Barnaul,
Última autorització:
30.12.2014 17:51:03
He vist moltes vegades com enganxen forats a Kazanki, etc.
només un drap, sucat amb epoxi - i bam al lloc correcte.
dura - durant dècades, escolliu-lo - no el trieu))))
Rubtsovsk
Última autorització:
06.10.2017 01:04:15
Anunciació
Última autorització:
23.07.2018 12:50:18
Rubtsovsk
Última autorització:
07.01.2018 17:34:41
Barnaul,
Última autorització:
30.12.2014 17:51:03
Rubtsovsk
Última autorització:
07.01.2018 17:34:41
Barnaul
Última autorització:
27.01.2015 16:20:46
En general, el meu consell per a vostè, lliurar-lo en color metanfetamina i comprar una goma elàstica o PVC! I en això hi ha alhora ironia i un gra de veritat. Segons tinc entès, encara no l'heu vist en acció (a l'aigua), però per la meva experiència diré una cosa! A l'aigua, es comporta de manera capriciosa i s'esforça per girar-se, els flotadors estan als seus costats i estan enganxats perquè sigui més fàcil agafar-la fora de l'aigua, i així successivament, és pesat i incòmode de portar i transportar. En general, comprova-ho tu mateix, mestre mestre!
I en comptes de reblons, caldrà posar cargols, de manera que la propera vegada serà més fàcil canviar el material.
Rubtsovsk
Última autorització:
07.01.2018 17:34:41
Barnaul
Última autorització:
27.01.2015 16:20:46
La quilla de Cupido es frega als forats))))))))
però en Gregory i en Radik es van posar a la feina.
El reforç de 10 filferro és correcte.
encara servirà durant molts anys))))))
Comentari del fitxer: Els marcs estan doblegats amb gel.
P22-04-15_19.04.jpg [454,19 KB | Visualitzacions: 9757]
La quilla de Cupido es frega als forats))))))))
però en Gregory i en Radik es van posar a la feina.
El reforç de 10 filferro és correcte.
encara servirà durant molts anys))))))
Zona horària: UTC + 6 hores
Usuaris que naveguen per aquest fòrum: cap usuari registrat i 3 convidats
Tots els materials publicats en aquest fòrum són drets d'autor i només s'han de copiar amb el permís de l'administració de la RPO "Federació de Motonau i Turisme Esportiu de Bashkortostan"
(c) 2013-2016 Tots els drets pertanyen a la RPO "Federació de Turisme d'Embarcacions a motor i esportiu de Bashkortostan"
Club de pesca Voronezh> → Vaixells, motors, accessoris → Vaixells d'alumini (olles) qüestions d'operació, reparació i posada a punt
Pàgines 1 2 3… 6 Següent
Has d'iniciar sessió o registrar-te per publicar una resposta.
- Professor
- Client habitual
- Al fòrum
- On: VORONEZH
- Enregistrat: 2010-06-01
- Publicacions: 5,145
- Agraïment: 21959
- Per missatge: 26
Per celebrar-ho, començo un nou tema! Així que em vaig convertir en criador de cassoles! Més aviat, formalment, vaig ser-ne durant molt de temps: un vell calder del primer model (aleshores encara feien sense petanca) durant 15 anys va quedar al país esperant a les ales. Uma, per dir-ho així, va ser reclutada. I ara, finalment, la vaig posar a les meves mans: dues setmanes de feina a la nit i els caps de setmana, i el vaixell va tenir una segona vida. Volia fer un vaixell no només per pescar, i per a l'ànima, només per muntar pel meu propi plaer. La idea va tenir gairebé un èxit al 100%, cosa que m'agradaria explicar-vos.
Per tant, breument en ordre! El vaixell es va treure a un lloc convenient per treballar, es va netejar de branques i runes, es va fer la primera inspecció, que va revelar un munt de problemes, molts dels quals no sabia que existien, en cas contrari probablement no hauria arribat a la reparació. durant 10 anys més.... però un cop decidit fer-ho, no hi ha on retirar-se.
Nafres trobades:
1.forat al costat,
2. el rem s'ha podrit,
3. El quadre de popa està trencat,
4. El pegat de la part inferior s'ha de substituir,
5. A la popa, hi ha dues petxines que estan podrides de llarg.
6. Les fixacions dels bancs estan soltes,
7. Tres marcs girats a la part interior de la part inferior,
8. La caputxa de caminar constantment es va cobrir d'amples esquerdes, arribant a la ruptura del metall i abollaments, el reforç intern de la caputxa va caure,
9. La vàlvula de drenatge s'ha tornat agre, els muntatges estan podrits.
10. el dipòsit de flotabilitat de popa dret està podrit.
L'estat és deplorable, però els ulls tenen por, però les mans ho fan.
No sé com reblar duralumini i no vull fer-ho, així que el mètode principal de reparació va ser l'estreny de cargols d'acer inoxidable sobre el segellador.
El tauler de popa es va substituir per cautxú gruixut, es va instal·lar una placa de reforç feta amb una làmina gruixuda de duralumini al pop, es van pegar els forats, es van substituir el rem i els marcs, es va fer una placa de duralumini i es va cargolar al capó, l'antic es va eliminar la pintura, es va netejar el cos, es va redreçar la porta del compartiment de proa, es va substituir la vàlvula per una vàlvula de bola de mitja polzada la grua, la subjecció dels bancs, es va reforçar el dipòsit de flotabilitat, les costures es van segellar amb un segellador.
Vaig decidir pintar en dos colors: fons blanc, dalt vermell, cabina blanca i popa.
Massilla, imprimació, pintura, envernissat...quatre dies de feina- i el vaixell ha adquirit una vista preciosa.
Després vaig instal·lar bancs, terra de fusta contraxapada lacada.
A continuació, decoracions i joguines: un tub pneumàtic al capó, un reflector halògen de la UAZ, endolls de 12 volts a la cabina com a connectors d'alimentació a bord, una bateria al compartiment de proa i els tocs finals: instal·lar un regulador de tensió al motor ( Fossat 15) i connectant un generador, goma una estora de proa per a una entrada còmoda a la cabina, omplint els costats d'escuma: el iot d'esbarjo "YALTA" està a punt!
En termes de temps, tot va trigar dues setmanes, en termes de diners: 18-20 mil (més precisament, no vaig comptar). A partir dels resultats de les proves al mar, aconseguiré el meu objectiu en una o dues setmanes.
O inicieu sessió mitjançant un d'aquests serveis

Els comentaris només els poden publicar els usuaris registrats
Registreu un compte nou a la nostra comunitat. Això no és difícil!
Cap usuari registrat està veient aquesta pàgina.




pàgina 102 08 d'octubre de 2012
 pàgina 102 08 d'octubre de 2012
pàgina 102 08 d'octubre de 2012 pàgina 102 12 d'octubre de 2012
Realment no hi ha gent que treballi amb polímers ((
Hi va haver un cas. Dues grans objeccions són: 1. adhesió, 2. coeficient de temperatura. extensions.
Reblat sense ambigüitats.
pàgina 102 15 d'octubre de 2012
Es pot reparar amb materials polímers moderns?
En reparar carrosseries AL d'algunes marques de cotxes, l'adhesiu s'utilitza àmpliament amb l'ajut de compostos epoxi i un líquid secret, que augmenta l'adhesió al metall, pràcticament sense netejar-lo.
Però si el netegeu aproximadament, però per lluir AL i aplicar immediatament el compost, llavors ho vaig provar jo mateix i la meva vora de l'escotilla feta d'AD-31 està enganxada a fibra de vidre. He estat caminant per l'escotilla amb els peus durant uns quants anys i la connexió s'està mantenint.
Per què no ho proves amb una placa de prova?
pàgina 102 15 d'octubre de 2012
VASYa2011 15 d'octubre de 2012
 VASYa2011 15 d'octubre de 2012
VASYa2011 15 d'octubre de 2012va ser el cas de reblar un vaixell d'importació després de ser atropellat. flueix pancake.
hi ha algun tipus d'eina pneumàtica?
El martell ha de ser molt més lleuger que el suport de la part posterior, en cas contrari es trencaran les juntes adjacents. Hi ha martells pneumàtics, necessiten aire d'uns 6 kg/cm2 a un cabal decent.
La publicació ha estat editada per Tribune: 15 d'octubre de 2012 - 12:05
pàgina 102 15 d'octubre de 2012
VASYa2011 15 d'octubre de 2012
El martell ha de ser molt més lleuger que el suport.
I els reblons, si són duralumini, s'han de "alliberar" abans
instal·lació, i la cinta tiokol abans s'utilitzava per segellar, ara hi ha molts mastic-hermènics.
Rider 15 d'octubre de 2012
 Rider 15 d'octubre de 2012
Rider 15 d'octubre de 2012"Tracteu com a semblant" (c) Des de la meva experiència: els polímers dels aliatges d'Al no s'enganxen. La quilla d'acer d'Al Amur també va causar desconcert. Tampoc feu servir soldadura: els reblons adjacents es debilitaran i el segell es cremarà.
Reblat.
quilla d'acer en el seu primer "Cupido" també va descobrir amb sorpresa
Hi va haver un cas. Dues grans objeccions són: 1. adhesió, 2. coeficient de temperatura. extensions.
Reblat sense ambigüitats.
Cola
Els adhesius s'han utilitzat a la indústria de l'aviació durant molt de temps, i tampoc hi havia Cupids.
al primer avió de passatgers "Komets", es va enganxar la pell metàl·lica de l'ala i el fuselatge. Les estructures d'avions Concorde, fetes d'aliatge d'alumini i dissenyades per a una vida útil de milers d'hores de vol, s'uneixen amb cola a base d'epoxi. Els canvis de temperatura i càrrega s'han de suposar que no hi ha vaixell. Aparentment, també hi ha normes d'aeronavegabilitat.
Probablement podeu trobar alguna cosa útil als "manuals" per a la reparació de danys de combat als avions al camp.
La publicació ha estat editada per Rider: 15 d'octubre de 2012 - 15:26
Rider 15 d'octubre de 2012
.. Probablement podeu trobar alguna cosa útil als "manuals" per a la reparació de danys de combat als avions al camp.
a la següent branca, ja s'està redactant la "guia" per a la reparació de danys de combat i la protecció de cascs reblats amb fibra de vidre
5
els reblons probablement desapareixerien amb gust
SanychSan 15 d'octubre de 2012
 SanychSan 15 d'octubre de 2012
SanychSan 15 d'octubre de 2012tenim pocs especialistes així. va ser el cas de reblar un vaixell d'importació després de ser atropellat. flueix pancake. I una pregunta passada. Com s'ha de dur a terme aquest tràmit? sobre reblons com la informació trobada 2 tipus d'ús.i quins reblons? hi ha algun tipus d'eina pneumàtica? hi ha una venjança que s'estreny completament des de dins no et pots arrossegar
Tot això està reblat pel mètode de reblat posterior. Piquen al cap, mitjançant un mandril, o un martell pneumàtic (KP-14 = fins a 4 mm i KP-24 a partir de 5 ki). A l'interior hi ha suport (com amb una forma al llarg del perfil: 2,5 kg, o menys si no us importen les mans). Recomano trobar un reblador a l'aeroport.
Tot això està reblat pel mètode de reblat posterior. Piquen al cap, mitjançant un mandril, o un martell pneumàtic (KP-14 = fins a 4 mm i KP-24 a partir de 5 ki). A l'interior hi ha suport (com amb una forma al llarg del perfil: 2,5 kg, o menys si no us importen les mans). Recomano trobar un reblador a l'aeroport.
El reblat invers és una delícia, no ho podria fer. En aquests casos, simplement va girar el rebló (o es va canviar per un altre cap) i va reblar a l'altre costat. Amb una pistola, també, no hi hauria d'haver cap bust, massa potent requereix un mandril pesat, no es pot lliscar per tot arreu i ja és difícil agafar-lo.
Tanmateix, tot ve amb l'experiència. Si les vostres mans no estan tortes, no us importa d'on creixen
SanychSan 16 d'octubre de 2012
El reblat invers és una delícia, no ho podria fer. En aquests casos, simplement va girar el rebló (o es va canviar per un altre cap) i va reblar a l'altre costat. Amb una pistola, també, no hi hauria d'haver cap bust, massa potent requereix un mandril pesat, no es pot lliscar per tot arreu i ja és difícil agafar-lo.
Tanmateix, tot ve amb l'experiència. Si les vostres mans no estan tortes, no us importa d'on creixen
Experiència de 19 anys. Reblador 5è grau aeroport de Nizhnevartovsk.
Podem explotar res?
"En alguns casos, s'utilitzen tipus especials de reblons - explosius (AN - 1504).
Els reblons explosius tenen un rebaix (cambra) a l'extrem lliure de la vareta, ple d'explosiu, que està protegit de la penetració de la humitat atmosfèrica per una capa de vernís. Els reblons explosius es fan amb un diàmetre de 3,5; 4; 5 i 6 mm de cable D18P. La longitud del nucli dels reblons explosius és de 6 a 20 mm, el gruix del paquet reblat és d'1,6-2,5 a 14,1-15 mm.
El procés de reblat explosiu és diferent del reblat convencional. Aquí, un escalfador elèctric s'utilitza com a eina de reblat.
El reblat amb reblons explosius consisteix a introduir un rebló al forat, a l'extrem lliure de la vareta del qual hi ha una cambra plena d'explosiu. Amb un lleuger cop de martell (en estat fred), el rebló es trenca. A continuació, es col·loca la punta de l'escalfador elèctric 1 al capçal d'inserció. En 2-3 s, el rebló s'escalfa i, a una temperatura de 130-160 ° C, la càrrega explota, mentre que l'extrem de la vareta s'expandeix fortament i forma un cap de tancament".
Aquí
La publicació ha estat editada per Alessandro: 16 d'octubre de 2012 - 14:00
SanychSan 16 d'octubre de 2012
Podem explotar res?
"En alguns casos, s'utilitzen tipus especials de reblons - explosius (AN - 1504).
Els reblons explosius tenen un rebaix (cambra) a l'extrem lliure de la vareta, ple d'explosiu, que està protegit de la penetració de la humitat atmosfèrica per una capa de vernís. Els reblons explosius es fan amb un diàmetre de 3,5; 4; 5 i 6 mm de cable D18P. La longitud del nucli dels reblons explosius és de 6 a 20 mm, el gruix del paquet reblat és d'1,6-2,5 a 14,1-15 mm.
El procés de reblat explosiu és diferent del reblat convencional. Aquí, un escalfador elèctric s'utilitza com a eina de reblat.
El reblat amb reblons explosius consisteix a introduir un rebló al forat, a l'extrem lliure de la vareta del qual hi ha una cambra plena d'explosiu. Amb un lleuger cop de martell (en estat fred), el rebló es trenca. A continuació, es col·loca la punta de l'escalfador elèctric 1 al capçal d'inserció. En 2-3 s, el rebló s'escalfa i, a una temperatura de 130-160 ° C, la càrrega explota, mentre que l'extrem de la vareta s'expandeix fortament i forma un cap de tancament".

El vaixell de fibra de vidre ha guanyat popularitat per la seva durabilitat i fiabilitat. La fibra de vidre té una sèrie d'avantatges significatius sobre altres materials. El vaixell es pot muntar de manera ràpida i econòmica.Un vaixell de fibra de vidre de bricolatge és una opció econòmica i digna per a les sortides de pesca.
El vaixell petit de plàstic està destinat principalment a la pesca. També es pot utilitzar per a navegació, esports. Condicions de funcionament del vaixell a l'aigua: ona no superior a 60 cm d'alçada, força del vent - fins a 4 punts en una escala de deu punts. El vaixell de fibra de vidre és una gran alternativa als vaixells inflables.
La fibra de vidre és l'únic material que et permet crear tu mateix una forma de qualsevol complexitat. El disseny independent de la part inferior permet equipar-lo amb redans de qualsevol configuració. És possible maximitzar l'eficiència del rendiment de navegació del vaixell col·locant els esglaons als llocs més adequats. A més, el disseny del vaixell casolà reflectirà el caràcter del seu propietari.

Hi ha un mètode per fer un vaixell casolà amb fusta contraxapada i fibra de vidre, quan el plàstic només s'utilitza per al revestiment exterior del vaixell. Però aquesta tecnologia no dóna els seus fruits. La capa de fusta contraxapada sota el plàstic agafa ràpidament la humitat, la qual cosa augmenta el pes del vaixell. Hi ha una ràpida destrucció de la fusta contraxapada a causa de la influència dels microorganismes i el procés de delaminació, perquè la fusta contraxapada és significativament inferior en resistència al plàstic.
Com fer un vaixell? Seguint acuradament totes les regles, fins i tot un principiant serà capaç d'aconseguir aquesta tasca. El procés tecnològic és senzill i pressupostari. El casc del vaixell es crea a causa del farciment de reforç impregnat amb la composició de polímer.
Matèries primeres utilitzades com a farciment de reforç en la fabricació del marc:
- base del casc, laterals - fibra de vidre roving TP-07, TP-03, TP-056;
- Enfortiment local d'àrees individuals - teixits de vidre estructural T-11, T-13.
La fibra de vidre és de diferents tipus segons el tipus de teixit, la mida dels fils. Bàsicament, trieu el teixit "oblic" o setinat. Els fils s'han de retorçar. El material es ven en forma de làmines, rotlles, cinta adhesiva.

La fibra de vidre es ven impregnada amb un compost gras. Per saturar millor la tela amb l'aglutinant, s'ha de treure l'encolat amb gasolina, alcohol blanc o acetona. El teixit desgreixat s'asseca a l'aire durant unes 2-4 hores.
Necessitareu resina per unir el material de reforç. Hi ha tres tipus de resines utilitzades a la indústria de la construcció naval: epoxi, vinil èster, polièster. Les característiques més importants de les resines en la construcció d'un vaixell de fibra de vidre a partir de qualsevol tipus de fibra són l'adhesió i la impregnació.
Una opció econòmica és utilitzar resina de polièster, que us permet crear un element de fibra de vidre d'una sola peça en una sola operació. Podeu aplicar la resina TM Ashland. Per crear un recobriment decoratiu i protector de la funda, necessitareu un gelcoat. També necessitareu fusta contraxapada amb un gruix d'almenys 1,2 cm, que tingui resistència a la humitat.
La fabricació d'un vaixell és impossible sense un dibuix competent. El disseny de la futura embarcació es pot dur a terme mitjançant el programa AutoCAD. Primer, es crea un model 3D, després esquemes de marcs, patrons. Els dibuixos fets estan extrets de llocs especialitzats a Internet. Ara pots començar a fer el teu propi vaixell de fibra de vidre.

















