
En detall: reparació d'accions d'arada de fer-ho vostè mateix d'un veritable mestre per al lloc my.housecope.com.
Les principals parts de treball de l'arada (Fig. 123) són el cos, format per una soca 6, una fulla 1, un tauler de camp 7 i un bastidor 2, un tirant 3, un skimmer 5, un ganivet 4 i un quota de dragatge 8.
L'embotit de l'arada, així com el desgast o la deformació de la fulla, skimmer, ganivet o tauler de camp, augmenta la resistència a la tracció de l'arada, provoca un consum excessiu de combustible, empitjora la qualitat de la rotació de la costura, el seu enfonsament i la incorporació de residus vegetals.
Arròs. 123. Cossos de treball de l'arada instal·lats al seu bastidor
A les arades s'utilitzen dos tipus de reixes:
trapezoïdal - amb un tall recte (fig. 124, a) i cisell - amb una punta gruixuda i corbada cap avall (fig. 124, b).
Les reixes d'arada estan fetes d'acer durador i resistent al desgast de grau L65 i tractades tèrmicament per augmentar la resistència al desgast. No obstant això, les condicions de treball al sòl són tan difícils que les reixes es desgasten ràpidament. Quan es fa servir la reixa de l'arada, la fulla es torna opaca i la forma del nas canvia. A la fig. 125 línies creuades marquen les vores de les fulles trapezoïdals i en forma de cisell gastades. Quan la fulla es torna opaca, el seu gruix augmenta, i es forma una faoca (la part posterior del cap) al revers. Quan les reixes es desgasten, el rendiment de l'arada es deteriora, és a dir, les reixes perden la seva capacitat d'endinsar-se en el sòl i es veu alterada l'estabilitat de l'arada. El reix de l'arada s'ha de reparar quan la seva amplada es redueixi en 10 mm en comparació amb l'amplada de la nova reixa trapezoïdal, o quan la longitud del morro es redueixi en 25 mm en comparació amb la longitud del morro de la nova reixa de cisell.
| Vídeo (feu clic per reproduir). |
La reparació de les reixes d'arada es redueix a la retracció de la fulla, l'afilat i el tractament tèrmic. La reparació de les reixes d'arada es duu a terme per recuperar-ne la mida i la forma, així com per donar-los una durabilitat.
La secció d'arada té un espessiment: un estoc de metall, que s'anomena "botiga". Quan es repara una reixa desgastada, un ferrer restaura la seva forma a costa d'un estoc de metall a la "botiga". L'estirada de l'arada es fa manualment, normalment en diverses escales, ja que el ferrer no té temps d'arrencar tota la reixa en una sola calefacció. En tirar la part manualment, cal esforçar-se sempre per reduir la quantitat d'escalfament, ja que amb l'escalfament repetit, són possibles casos d'esgotament metàl·lic.
L'inconvenient de la part d'una palanca o d'un altre martell de forja mecànica se sol fer en dos passos. En aquest cas, la longitud de la part escalfada de la quota ha de superar cada cop lleugerament la meitat de la quota.
Per reduir la pèrdua de calor i evitar que el carboni es cremi de la capa superficial del metall, la part de la part que no s'escalfa es cobreix amb carbó fresc.
El forjador d'una part gastada es fa en l'ordre següent. La reixa d'arada es col·loca plana a la farga de manera que s'escalfi des del costat de la fulla fins a una amplada de 60-80 mm; la resta, que no requereix calefacció, es cobreix amb carbó fresc. Cal escalfar la part per a la cistella al principi lentament, fins a l'aparició
luminescència, és a dir, fins a 500-600 °. És impossible escalfar la part directament a la temperatura de forja per evitar la formació d'esquerdes. Tan bon punt s'escalfa l'arada a 500-600 °, la velocitat d'escalfament augmenta i la temperatura es porta a 850-1200 ° (fins a colors tèrmics vermell clar i taronja).
Arròs. 124. Reixes d'arada: a - trapezoïdal, b - cisell
Arròs. 125. La forma de les reixes d'arada gastades: a - trapezoïdal, b - cisell
L'arada escalfada es treu de la farga, es col·loca amb la part davantera a l'enclusa, i des de la part posterior, l'estoc de metall es dispersa de la "botiga" amb cops freqüents del fre d'estacionament o del martell.Una reixa d'arada d'acer de grau L65 només es pot estirar (forjar) a temperatures superiors a 800 °. El dibuix s'atura quan la reixa es refreda per sota dels 800 º (amb una calor vermella cirera) i es reprèn després de reescalfar. La part estirada de l'arada es planxa a l'enclusa amb una paleta al llarg de tota la longitud de la part de tall, de manera que el gruix de la fulla sigui d'1 a 2 mm, i després s'eliminen les irregularitats formades pels cops de martell.
En estirar, la forma i la mida de l'arada es comprova amb una plantilla (Fig. 121, a). Per a la part estirada, es permeten desviacions de mida respecte a la nova: de longitud de ± 15 mm, d'amplada de + 4 mm.
La reixa d'arada, després d'estirar i planxar, quan encara està en estat calent, s'enganxa en un vici de serraller i s'amola la seva fulla amb una llima. A continuació, la reixa d'arada refrigerada s'esmola des de la part davantera amb una esmoladora de nafta. Després de l'afilat, l'amplada de la vora de la fulla no ha de ser superior a 5-6 mm i el gruix de la fulla ha d'estar entre 0,5 i 1 mm. La fulla de compartició no s'ha d'esmolar a menys de 0,3 mm, en cas contrari es desgastarà ràpidament durant el funcionament.
El tractament tèrmic de la part estirada consisteix en l'enduriment i el tremp. Durant l'enduriment, les reixes d'arada s'escalfen al llarg de la fulla aproximadament un terç de la seva amplada. L'escalfament al forn a una temperatura de 780-820 ° ha de ser uniforme (calor vermell cirera lleuger). L'arada escalfada es refreda ràpidament en un bany d'aigua. La temperatura de l'aigua al bany d'extinció ha de ser de 30-40 °. La reixa es baixa a la banyera amb l'esquena cap avall. Si la part es submergeix al bany d'enduriment amb la fulla, es pot trencar. No abaixeu la reixa plana, ja que en aquest cas sol deformar-se. La reixa es manté en un bany d'extinció fins que l'aigua deixi de bullir, després es treu del bany i es refreda lentament a l'aire.
Quan la part del cisell s'endureix, poden aparèixer esquerdes a la fulla. Per evitar-ho, cal refredar prèviament el lloc de transició de la punta a la fulla a la reixa escalfada aplicant-hi durant 2-3 segons. un drap humit, només després d'això, la reixa de l'arada es baixa ràpidament al bany d'enduriment.
Per reduir la fragilitat de l'arada, que es produeix durant l'enduriment, es tempera. Per a això, la reixa es torna a escalfar a 350 ° (gris descolorit) i després es refreda lentament a l'aire.
Durant l'enduriment, la reixa de l'arada sovint es deforma. La reixa deformada es regeix sobre l'enclusa amb els cops d'un martell. Els cops a la part s'han d'aplicar amb cura i no amb força.
La duresa de la part endurida de la part compartida es comprova amb un fitxer personal. El fitxer no ha de deixar cap marca a la part endurida de la part compartida.
Als tallers de reparació RTS, les reixes d'arada durant la reparació es solden amb elèctrodes d'alta qualitat o una càrrega d'aliatge dur V-9. Aquest mètode de reparació de reixes d'arada augmenta la seva durabilitat. També s'aconsegueix un augment de la resistència al desgast de les reixes d'arada endurint la seva capa exterior amb corrents d'alta freqüència.
Titulars de la patent RU 2344913:
La invenció es refereix a l'enginyeria agrícola, en particular a mètodes per a la restauració de reixes d'arada, i es pot utilitzar per a la restauració amb enduriment de reixes de maquinària agrícola. El mètode consisteix en el fet que es fa una ranura a la superfície de la fulla compartida, la ranura s'omple de soldadura, s'instal·len plaques de cermet a la soldadura, s'aplica una capa addicional de soldadura i flux a la unió de les plaques amb la vora vertical de la ranura. A continuació, les plaques s'escalfen fins que la soldadura es fon i la reixa amb les plaques en un col·lector aïllant tèrmic es refreda a temperatura ambient a una velocitat de 4 ° C / min. En aquest cas, la soldadura de grau L63 s'utilitza com a soldadura i el flux FK-250 s'utilitza com a flux. Les plaques s'escalfen amb una flama d'hidrogen-oxigen del cremador a una pressió de barreja de gas de 0,5 MPa i una distància des de la sortida del broquet del cremador a la superfície de la placa - 50 mm. El resultat tècnic és augmentar la força d'adhesió de les plaques de cermet amb la part de l'arada. 1 pestanya.
La invenció es refereix a l'enginyeria agrícola, principalment a màquines per al cultiu de sòls, i es pot utilitzar per restaurar i reforçar les reixes de maquinària agrícola.
Existeix un mètode conegut per a l'obtenció de fulles resistents al desgast dels cossos de treball d'eines de cultiu del sòl mitjançant l'enfortiment de les seves fulles, que consisteix en el fet que per formar ondulacions de les fulles que condueixin a la seva autoesmolada, es col·loca un metall més dur. a la superfície llisa de les fulles de manera intermitent i paral·lela a la vora de tall, seguida de limitació de la zona de revestiment (vegeu AS URSS núm. 461721, classe A01B 15/04, publ. 1975).
Tanmateix, quan s'utilitza aquest mètode, la part té una resistència al desgast relativament baixa, ja que la part no fosa de la part es desgasta molt més ràpidament que les zones soldades, com a resultat de la qual cosa l'aliatge dur que s'està soldant queda exposat i esmicolat, cosa que empitjora les condicions per a l'autoafinació de la quota.
El més proper al mètode proposat en essència tècnica i el resultat aconseguit és un mètode per restaurar reixes d'arada mitjançant l'aplicació d'aliatges durs als seus cossos de tall. La seva essència és la següent: per tal d'augmentar la vida útil de les reixes d'arada i les potes del conreador, l'aplicació d'aliatges durs als seus cossos de tall es realitza en dues etapes: la primera és la soldadura d'un revestiment d'acer sobre un nas desgastat, seguida de pel seu revestiment amb aliatge dur; en la segona etapa, després de l'operació intermèdia, el desgastat s'estira de la part recta de la fulla dels cossos de tall, seguit del seu revestiment dur (vegeu AS URSS núm. 241959, classe А01В 15/). 04, publicació 1969).
No obstant això, les superfícies de treball de les reixes d'arada, restaurades per aquest mètode, tenen una força d'adhesió baixa entre l'aliatge dur i el metall base, com a resultat de la qual cosa les arades restaurades tenen una vida curta durant el funcionament.
L'objectiu de la invenció és augmentar la força de trencament i, com a conseqüència, la força d'adhesió de les plaques sinteritzades amb la part de l'arada, així com reduir el consum de plaques sinteritzades i augmentar el rendiment de la llaurada augmentant la velocitat de treball. de la unitat de llaurada.
La tasca s'aconsegueix pel fet que en el mètode conegut de restauració de reixes a la superfície de la fulla de l'arada, es fa una ranura, la ranura s'omple de soldadura, s'instal·len plaques de cermet a la soldadura, una capa addicional de soldadura i flux. s'aplica a la unió de les plaques amb la vora vertical de la ranura, les plaques s'escalfen fins que la soldadura es fon i la reixa amb les plaques del col·lector termoaïllant es refreda a temperatura ambient a una velocitat de 4 ° C / min, mentre que la soldadura de grau L63 s'utilitza com a soldadura, el flux FK-250 s'utilitza com a flux i les plaques s'escalfen amb una flama d'hidrogen-oxigen del cremador a una barreja de pressió de gas de 0,5 MPa i la distància de la sortida del broquet del cremador a la superfície de les plaques - 50 mm.
El mètode es realitza de la següent manera.
Les reixes de les arades, acceptades per a la restauració, han de complir els requisits següents: s'han de netejar de la contaminació fins a un estat que permeti la inspecció i la detecció de defectes; el gruix de la base de la part desgastada a la zona dels forats dels cargols és d'almenys 8 mm; l'amplada de la part desgastada, determinada des de la part posterior (no treballadora) com la distància des de l'esquena fins al xamfrà occipital, no inferior a 100 mm.
A la superfície de la fulla de l'arada es fa una ranura amb una profunditat d'1,5. 2,0 mm. Aquesta operació es realitza en una fresadora vertical.
A continuació, la soldadura L63 es col·loca en una ranura prèviament preparada a intervals regulars, després de la qual s'instal·len plaques metall-ceràmiques TN-20 o T15K6 a la soldadura. Després d'això, s'aplica una capa addicional de soldadura i flux de la marca FK-250 a la unió de cada placa amb la vora vertical de la ranura.
A continuació, les plaques i la part de l'arada restaurada s'escalfen mitjançant un aparell de soldadura de gas portàtil MBV-500 amb una flama de torxa d'hidrogen-oxigen. Modes de procés: la distància des de la sortida del broquet del cremador a la superfície a restaurar és de 50 mm, el consum d'oxigen és de 400 l / h, el consum d'hidrogen és de 375 l / h a una pressió de mescla de gas de 0,5 MPa. En aquest cas, el cremador s'atura alternativament sobre cada plat, intentant assegurar-ne l'escalfament uniforme. L'escalfament es continua fins que es produeix la fusió completa de la soldadura. D'aquesta manera, cada placa està soldada. L'exposició a una flama d'hidrogen-oxigen no afecta negativament la soldadura, el flux, les plaques sinteritzades i el metall compartit.
A continuació, la reixa recuperada amb les plaques metall-ceràmiques soldades es col·loca en un col·lector termoaïllant escalfat a una temperatura de 620,630 °C, juntament amb el qual es refreda a temperatura ambient, sent la velocitat de refredament de 4 °C/min.
Els resultats de les proves comparatives del mètode i prototip proposats es mostren a la taula.
Els següents mals i desgast són possibles als cossos d'arada: la fulla de la part s'avorreix, apareix un xamfrà a la part posterior, la punta del peu s'arrodoni, la part s'estreny d'amplada. Són freqüents els casos de trencament de la reixa de l'arada i la sega de la seva part de treball com a conseqüència del cop d'arrels i pedres en llaurar arades a gran velocitat quan la pila de l'abocador està desgastada, la forma del tall del camp canvia, la seva la vora és arrodonida, la superfície de treball està desgastada i el dit del peu es trenca, a l'ala es desgasta 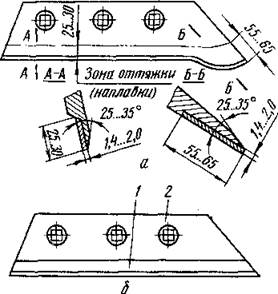
superfície de treball. El tauler de camp i les taques es desgasten pel costat i la part inferior del solc.
La fulla de la part quan és roma s'esmola pel costat de treball al gruix
Poughshare a-auto-neteja; b-compost soldat; 1-tira; 2-esquena
La forma de la superfície de treball desgastada de la fulla es comprova amb una plantilla. La desviació de la plantilla no es permet més de 6 mm. Si el dit del pit es trenca, la fulla es pot restaurar. Per fer-ho, la part trencada es fa a partir d'un abocador antic, segons una plantilla, ajustat a la unió i soldat elèctricament des de la part posterior fins a l'abocador gastat. Abans de soldar, la peça es tracta tèrmicament per obtenir una duresa de NKS 62. 50. Per eliminar la calor durant la soldadura, les zones properes a la costura es cobreixen amb una solució d'argila amb amiant, es col·loca un revestiment de coure vermell de 5 mm de gruix sota la costura i un drap sucat amb aigua sota el folre. Després de la soldadura, es neteja la costura. Quan la vora del camp de la fulla està desgastada, es diposita per superposició seqüencial. rodets amb elèctrodes T-590 i afilats en un angle de 45. 50 ° a la superfície de treball.
Amb un lleuger desgast, les taules de camp es restauren amb una superfície dura, seguida de l'afilat, o s'utilitza el costat no desgastat de la placa, donant-li la volta. Per a això, s'hi fan forats i s'endureix.
Es permet arrugar la fulla del ganivet en no més de tres llocs amb una profunditat de fins a 1,5. 2,0 mm i longitud fins a 15 mm. La deformació del disc no es permet més de 3 mm. Els discos deformats funcionen freds a l'estufa. S'afilen fins a un gruix de fulla de 0,5 mm en un dispositiu OR-6112 per esmolar ganivets circulars i en accessoris per a un torn amb freses amb plaques d'aliatges durs T15K6, etc. No es permet l'extensió axial i radial del disc. 3 mm.
El desgast dels extrems dels nuclis de disc de fins a 8 mm es compensa col·locant volanderes de manera que l'espai entre les espuelas dels discos adjacents sigui d'almenys 4 mm. Les peces de ferro colat amb esquerdes es solden amb filferro amb nucli PANCH-I mitjançant soldadura elèctrica o soldadura de gas calent amb barres de ferro colat.
Exhibició limitada dels cossos de tall desgastats de les màquines de conreu
Només podeu fer preguntes després del registre. Inicieu sessió o registreu-vos, si us plau.
Mireu l'arada, què cal substituir-hi, perquè llauri i no talli solcs. Intentaré penjar una foto, em sembla que el primer abocador sega a la dreta, us agrairé molt la vostra ajuda.
Bé, sí, el primer edifici està tort. El segon cos també deixa solc?
En primer lloc, heu de posar tots els cossos en un pla i, en segon lloc, ajustar l'arada. El vostre abocador no funciona completament, d'aquí les crestes.
Al meu entendre, hi pot haver dos motius:
1 L'arada està bloquejada al solc
2 baixa velocitat
En altres casos, les crestes serien diferents, però tens totes les mateixes crestes
La vertedora del primer cos difereix del 2n i 3r, i quina és la via de la roda posterior del tractor?
Ajustar l'arada.
condueixes un tractor per un solc o per un camp? el primer cos no llança gaire a la pista anterior. els abocadors normalment es polien, el que significa que hi ha un canvi de costura. el rastre des del pucari és uniforme i net, va exactament a jutjar pel fet que tots els abocadors tenen la mateixa alçada de mòlta, bé, gairebé una reixa i pit 
abocaments, però això no és fatal (el solàrium menjarà una mica més i llaurarà una mica menys). Redueix una mica l'amplada de l'adherència, més a prop de la llaurada de les rodes (termossos) i tot anirà genial. La velocitat és no cal, la vostra arada té abocadors clàssics (no d'alta velocitat).
Fes una grada després d'una arada i seràs feliç.
-Alguna cosa xoca al motor.
- Puja la ràdio i seràs feliç
La política econòmica és sobretot l'art d'implementar, no l'art de fer plans. (A.V. Chayanov)
Creem les condicions per al desenvolupament:. suport als productors agrícoles per no obstaculitzar-los. P.N. Cherkasov, regió de Moscou Natalinskoe.
És un fet que s'ha de regular l'arada, però, a més, cal regular la manera de muntar l'arada al tractor. llavors la terra de conreu serà bella.
La política econòmica és sobretot l'art d'implementar, no l'art de fer plans. (A.V. Chayanov)
Creem les condicions per al desenvolupament:. suport als productors agrícoles per no obstaculitzar-los. P.N. Cherkasov, regió de Moscou Natalinskoe.
Com no ajustar l'arada, però les ranures i els grumolls encara romandran. Sobretot en terreny dur. Amb la grada, resulta perfectament igualat.
I què, què es pot sembrar exactament sense anivellar amb un cultivador?
condueixes un tractor per un solc o per un camp? el primer cos no llança gaire a la pista anterior. els abocadors normalment es polien, el que significa que hi ha un canvi de costura. el rastre des del pucari és uniforme i net, va exactament a jutjar pel fet que tots els abocadors tenen la mateixa alçada de mòlta, bé, gairebé una reixa i pit
L'arada llaura amb normalitat, la pista d'una passada és plana 
Però el fet que el primer corpus no afegeix gaire a l'anterior, això és un problema, i més aviat es pot curar de dues maneres: 1) Estireu l'arada amb llaços de cadena més a prop del costat dret (l'arada està lluny del solc, potser
també els taulers de camp poden compostar cervells)
2) Només cal digerir el punt de fixació de l'arada (triangle d'acoblament automàtic).
Concretament, depèn de tu decidir.
No tinguis pressa per fer el bé. El bé s'ha de fer lentament perquè es noti i s'apreciï.
Una arada eqüestre, una arada de tractor o per a un tractor caminant és una cosa indispensable en una granja del pati del darrere. L'arada llaura el sòl, girant la capa superior del sòl, que redueix la quantitat de males herbes, fa que el sòl sigui més suau i flexible. No només podeu comprar una arada, sinó també fer-la vosaltres mateixos. Per fer-ho, a més d'eines i materials, cal tenir una idea de \ u200b \ u200bl'estructura de l'arada i la seva geometria.
Només és possible fer una arada correctament quan hi ha una comprensió del procés d'arada, així com la finalitat de cadascuna de les parts de l'arada.
Quan es llaura, la falca de l'arada talla el sòl amb un angle determinat, depenent de la suavitat i la humitat del sòl. La falca separa el dipòsit, l'aixeca i el comprimeix, alhora que divideix el dipòsit en diverses parts. L'angle d'entrada depèn de quantes parts es dividirà la capa terrestre: com més gran sigui l'angle, més gran serà la divisió. Però si l'angle d'entrada és de més de quaranta-cinc graus, el sòl deixa de lliscar sobre la superfície de treball del dispositiu de llaurament i comença a acumular-se davant d'ell, dificultant el treball posterior.L'arada vertical, és a dir, amb un angle d'entrada més pronunciat, separa el sòl de la vora del solc i el comprimeix horitzontalment. Una arada amb un angle de direcció horitzontal funciona de manera diferent: desvia i gira la capa de terra.
Una arada de treball típica consisteix en:
- Una reixa d'arada que talla la terra
- abocador,
- Ganivet,
- Tauler de camp,
- Bastidors,
- Skimmer.
A més, l'arada es pot equipar amb:
- Estructura metàl·lica més resistent
- Rodes
- Un mecanisme que corregeix el treball de l'arada respecte al tractor,
- Hidromecanismes,
- Sistema hidràulic pneumàtic.
L'abocador pot tenir diversos tipus de superfície de treball:
- cargol,
- cilíndric,
- Cilindroide.
El cilíndric tritura perfectament el sòl, però la formació es forma malament. Això no sempre és convenient. La superfície de treball cilíndrica s'utilitza normalment per treballar en sòls tous. El més còmode i pràctic de treballar és una superfície cilíndrica, que s'esmicola bé i capgira el sòl, i també s'adapta al sòl sec i humit.
Per fer un arada a casa amb les vostres pròpies mans, heu de tenir:
- rodets,
- molinet,
- tallador de gas,
- Subjeccions,
- Eina de mesura,
- martell,
- Màquina de soldar,
- Tisores per tallar metall.
Abans de començar a treballar, es recomana elaborar un dibuix o diagrama, o trobar una versió ja feta a Internet. Això us permetrà representar visualment el progrés del treball, la ubicació de totes les peces i els elements de fixació.
L'opció més fàcil de fabricar. El dispositiu unilateral es pot fer d'una sola peça, en forma d'un sol cos i plegable. La versió plegable és convenient perquè us permet treure la reixa per esmolar. La reixa d'arada es pot substituir per un disc d'una placa circular. L'abocador es fa normalment de dues maneres. El primer d'ells requereix l'ús d'un tall de canonada, d'uns cinc mil·límetres de gruix i cinquanta centímetres de diàmetre.
Es talla una peça del tall i, amb una esmoladora angular, es porta a la mida desitjada. El segon mètode per fer un abocador consisteix en la presència d'una xapa d'acer, de quatre mil·límetres de gruix, o d'un cilindre amb el mateix gruix de paret, però amb una secció d'uns 50 cm. Mitjançant una màquina de soldadura o tisores metàl·liques es retalla una forma. i doblegat en forma de cilindre. Si hi ha desviacions de les dimensions requerides, podeu utilitzar un martell per a la reelaboració.
Qualsevol dibuix proporciona sis elements constitutius:
- Disc metàl·lic o reixa d'arada,
- La Fundació,
- Placa separadora,
- solapa lateral,
- Pipa tallada per a la solapa,
- Tauler de treball de camp.
La reixa d'arada s'acostuma a instal·lar mitjançant una xapa metàl·lica i diverses falques, bisellades en un angle de vint-i-cinc graus. Subjecció mitjançant soldadura de dos punts, i també connecta el bastidor i l'escut lateral. S'aconsella fer l'escut un centímetre més alt que la vora inferior de la soca, mentre que les vores de l'escut s'han de sobreposar cinc o sis mil·límetres a la vora de la fulla.
Les reixes d'arada amb la fulla es subjecten mitjançant soldadura de manera que siguin un sol tot, sense buits i irregularitats. L'angle format entre ells no ha de superar els set graus. Una part soldada i una fulla estan connectades al suport lateral i el suport en si es solda primer a la base i després a la placa separadora. Finalment, les cantonades de la part es solden a la base. Es netegen totes les restes de soldadura i costures, i es polia la fulla amb una soca.
Aquest tipus és més eficient per llaurar grans extensions de terra. Per a la fabricació es requereix un marc d'acer sòlid, fet de perfil rodó o rectangular, d'almenys dos mil·límetres de gruix. La mida del marc depèn del nombre de peces de treball necessàries i de l'element de control. En el cos de treball, la part s'ha de col·locar des de baix, ja que la seva funció és traslladar una capa de terra a l'abocador. L'abocador gira sobre la terra, talla i es desplaça formant un solc.
El suport és necessari per connectar eines de treball al marc i subjectar el ganivet. S'hi fan diversos forats ajustables, que us permetran canviar la profunditat de llaurada.Normalment, el bastidor es solda a partir d'una placa metàl·lica, d'almenys un centímetre de gruix, i s'uneix al marc amb cargols.
El bastidor amb totes les eines de treball s'adjunta al mini-tractor o al tractor caminant amb una barra d'arrossegament o un enganxador fet a casa. La barra de tir ha de tenir necessàriament un mànec i tenir una forma recta o en V. La segona forma és més eficient ja que fa que l'arada sigui molt més estable. A més, per a una major estabilitat i rectitud de moviment, podeu instal·lar rodes de camp. S'uneixen al marc amb un suport ajustable.
Per muntar una arada amb les vostres pròpies mans, heu de complir una regla molt important: primer es solden totes les parts del dispositiu mitjançant soldadura per punts, i només quan totes les peces estan al seu lloc i estan subjectes correctament: l'última. La qualitat de la mà d'obra és fàcil de comprovar: per això, s'ha de treure la fulla amb la part i col·locar l'arada sobre la taula. Prement l'arada amb força, comproveu la coincidència de la superfície de la taula amb la superfície horitzontal del corredor. Si no hi ha desviacions, tot es fa correctament.
També podeu determinar una bona construcció segons els criteris següents:
- La vora afilada de la part es troba dos centímetres per sota del corredor,
- La part amb la fulla no sobresurt més d'un centímetre més enllà de la vora vertical del corredor,
- No hi ha espai entre el patin i la fulla.
Al costat de la zona de llaurada, es munta un dispositiu casolà en un tractor que camina. Comencen amb la instal·lació de rodes d'acer: impedeixen que el tractor que camina darrere llisqui pel terra. El següent pas és connectar l'arada, però no apretar completament totes les femelles de fixació. Amb la seva ajuda, s'ajustarà el dispositiu, que comença en un suport especial. L'alçada del suport ha de ser igual a la profunditat de la llaurada. Després de muntar i comprovar la fixació de totes les unitats, l'arada es col·loca a terra.
La prova de rendiment es realitza en llaurades de tres solcs.
Això és suficient per mesurar la profunditat i comprovar les formacions bolcades. Si els solcs superen els altres, o la distància entre ells és superior a deu centímetres, tots els components s'han d'ajustar de nou.
















