En detall: reparació de bricolatge d'un vaixell d'alumini amb epoxi d'un veritable mestre per al lloc my.housecope.com.
L'ús de cola en la reparació de cascs d'embarcacions a motor d'aliatges d'alumini proporciona una gran resistència a les juntes, resistència a la humitat i vibracions, resistència a la gasolina i als olis. Com a bon material de segellat i dielèctric, l'adhesiu evita la corrosió a les articulacions de les peces.
Els adhesius més utilitzats són a base de resines epoxi. Es venen al detall amb el nom "Universal Adhesive EDP". El conjunt d'embalatge inclou un compost epoxi EDP (resina epoxi ED-6 amb un plastificant) i un enduridor - polietilè poliamina. Quan es compon la cola, normalment es pren 1 part de l'enduridor per 10 parts en pes del compost.
A més de les resines ED-6, ED-16 i ED-20 amb el mateix plastificant (ftalat de dibutil) i enduridor s'utilitzen sovint. Per augmentar la força de la connexió, s'introdueixen diversos farcits a la composició de la composició. Per reparar el casc pel que fa a les característiques de resistència, la majoria
La pols fina d'alumini i la mica mòlta són adequades. El farciment s'afegeix en una quantitat de 10-15 parts en pes, remenant bé fins que desapareixen els grumolls.
Les superfícies a enganxar es netegen amb paper de vidre o un raspall metàl·lic, després es desengreixen i s'assequen. L'adhesiu s'aplica en una capa fina i es comprimeix fortament amb pinces o pesos. S'elimina la cola extreta durant la compressió. Per a un millor ajust de les peces i l'obtenció d'una costura de cola amb un gruix de 0,3 - 0,4 mm, cal assegurar una pressió de pressió de 0,5 - 1,0 kg/cm2, uniformement distribuïda per tota la superfície a enganxar. Les peces es mantenen a pressió fins que la cola s'endureix completament, que es produeix després de 24 hores a temperatura ambient (18-25 ° C); a temperatures més altes el temps de curat és més curt. Cal recordar que la idoneïtat de la composició adhesiva no és superior a 2 hores i les millors qualitats adhesives es mantenen durant uns 30 minuts. A l'hora de preparar una porció de cola, cal tenir-ho en compte i procedir a partir de la taxa de consum aproximada de 0,04 g/cm2 per a l'aplicació a una cara i 0,06 g/cm2 per a l'aplicació a doble cara. A més, cal tenir en compte que les composicions epoxi preparades en quantitats relativament grans (100 - 150 ml) en un recipient tendeixen a autoescalfar-se a una temperatura elevada i, com a resultat, a endurir-se ràpidament. Per tant, cal aplicar ràpidament la cola preparada a la peça o cuinar-la simultàniament en diversos recipients petits.
| Vídeo (feu clic per reproduir). |
Amb l'adhesiu farcit, podeu suavitzar petites abolladures, reparar esquerdes i embornals menors a la coberta i les làmines de la coberta. Després de curar la cola, s'anivella la superfície amb un paper de vidre o una llima i es pinta. Per a una major seguretat, especialment amb esquerdes transversals, la zona danyada també està segellada amb un pegat de teixit prim durador.
Entre els moderns adhesius i segelladors importats amb propietats universals, els més famosos són els productes de l'empresa Sika.
Els segelladors de poliuretà d'un component d'aquesta empresa es curen quan s'exposen a la humitat de l'aire. Per exemple, segelladors com "Sikaflex-291" i "292", que es caracteritzen per una resistència molt alta, s'utilitzen àmpliament en la reparació de carcasses fetes de diversos materials. S'utilitzen quan s'uneixen peces que experimenten càrregues dinàmiques elevades. Tanmateix, per tal d'obtenir una resistència garantida, primer s'han d'imprimar les superfícies amb una lliura de marca (imprimació), per exemple, "Sika Premer 290 DC".
Estic compromès en la restauració d'un calder acabat de comprar-m.Hi ha un parell de llocs on us agradaria aplicar l'anivellament de superfícies amb fibra de vidre epoxi. Però vaig llegir alguna cosa de tothom aquí i tot es va posar en dubte: es mantindrà?
Volia preguntar-li al noble sintonitzador Leo, però no va respondre gens.
En general, el significat és el següent: a més de l'epoxi, es recomana afegir un plastificant i pols d'alumini, diuen que aguantarà millor i amb diferents coeficients d'expansió tèrmica, no passarà res terrible. És així? Resina ED-20 i PEPA estan disponibles per a mi.
Si enganxeu fibra de vidre, quina és millor utilitzar: més gruixuda, però en una capa, o més prima, però de 2-3 capes?
He d'utilitzar un recobriment protector (capa superior) a la part superior o res m'ajudarà? Si s'utilitza, quin?
metall líquid (dues xeringues a la soldadura en fred a base d'epoxi ((hi ha pols d'alumini)) - es manté fermament provat repetidament i durant anys de funcionament.
Per què reinventar-se, hi ha farcits d'anivellament amb farcits de pols i fibra de vidre.
> Per què inventar, hi ha massilles d'anivellament amb farciment en pols i
> fibra de vidre.
No, això no funcionarà, cal que una superfície independent sigui de fibra de vidre.
Caurà no immediatament, sinó inevitablement.
Tinc una boqueta a sobre de la línia de flotació de la carcassa, que l'anterior propietari va reparar amb un embenat i eboksidka fa més de 10 anys, i no caurà.
>>> Caure No immediatament, però inevitablement.
>>> Tinc una boqueta per sobre de la línia de flotació a la carcassa, que va ser reparada per l'anterior propietari amb un embenat i eboksidkoy fa més de 10 anys, no es va a caure.
I aquí és com ser una cassola acabada de fer?
De fet, depèn del gruix de la pell al lloc d'encaixament i de l'ús de la barca.Si la pell del lloc on vas a enganxar, juga almenys una mica o se suposa que camina sobre l'onada, caurà, pot durar uns quants anys, però tot i així acabarà pelant-se.

Vaig treure la pintura amb P4, hi havia molts llocs de massilla sota el núvol de capes.
Vaixells a la vista de molts amb els costats arrebossats, i res. Sh-ku amb farciment pot rentar el rave picant de les mans, l'adhesió és una bogeria, recorda la soldadura en fred.
Aquí vaig deduir.

Dos.
A la part inferior, tot caurà, per sobre de la línia de flotació qualsevol presa
Vaig cobrir el cantó inferior dret de la popa amb epoxi al calder m. El van agafar per la carretera i van caure del carro a l'asfalt i la cantonada es va fregar. Vaig reparar 0,5 mm d'alumini en reblons.. a sobre amb epoxi i dins del vaixell també.. han viscut quatre anys.. només s'han allunyat les vores. i tan mort.. al vaixell de proa al llarg de la quilla hi havia un racó metàl·lic protector (rovellat així). també l'hem arrossegat amb una barreja d'epoxi i pols d'alumini.. estèticament sembla una peça d'alumini fos d'un vaixell. des d'un punt de vista pràctic: arrossegat per la sorra sobre les pedres.. aguanta.. esborra una mica . però la cantonada no cau i així més alumini no es deteriora. Si necessiteu enganxar alguna cosa a l'embarcació, definitivament utilitzaré epoxi amb pols .. però si necessiteu anivellar-lo amb una massilla .. és més fàcil d'anivellar i dóna una superfície més llisa després de polir ..
Hi ha resines especials per a la reparació d'alumini, duralumini, que, segons la declaració dels venedors, juntament amb el metall, segons la temperatura, s'expandeixen o es contrauen. El vaig utilitzar jo mateix en la reparació de "Sarepta". Hi havia esquerdes de 5x100mm i 10x150mm a les juntes del lateral i del fons a una distància de 800mm del popó, és a dir. sempre a l'aigua. Es porta bé, subjecte als requisits de l'aplicació. Ara no recordo el nom. Intentaré trobar el nom a la feina demà.
> trucat ara no recordo. Intentaré trobar el nom a la feina demà.
Bona nit.
La factura diu:
1. Resina Ame T35: la resina real
2. Butanox M50 és un enduridor.
La proporció sembla ser d'1:50. Netejar a metall, desengreixar, assecar. Vaig aplicar una capa de fibra de vidre, però és bastant específic: el teixit és rar i les fibres es treuen amb calma sense esforç, s'aboquen amb resina. Després de l'assecat complet, ho vaig repetir.La tercera vegada el vaig untar amb resina. Has de treballar bastant ràpid, perquè la barreja es posa ràpidament. Important és la vida útil dels components.
Tenia forats al P4 a la part inferior del popó. Els vaig cobrir amb epoxi amb pols i massilla epoxi. Tot cau a causa de la no plasticitat de l'epoxi. La massilla de polièster s'adhereix bé. Però és higroscòpic. I el meu forat va créixer i va créixer d'ella
> Bona tarda.
> La factura diu:
> 1. Resina Ame T35 - la pròpia resina
> 2. Butanox M50 és un enduridor.
Aquesta cosa suporta la vibració i la flexió de la caixa? És només que un lloc s'ha d'untar amb un lumini prim d'1 mm en total. Es doblega, en teoria, si empeny.
> Em dedico a la restauració d'un calder acabat de comprar-m. Hi ha un parell de llocs on vols
> aplicar l'anivellament superficial amb tela de vidre epoxi.
N'hi ha prou, o podeu afegir més imatges?
Però si només retalleu la superfície, és millor utilitzar un farciment blanc amb fibra de vidre. Naturalment, abans d'aplicar-lo, poliu-lo amb imprimació d'alta qualitat i després apliqueu-lo.
> Però només per retallar la superfície, llavors és millor utilitzar una massilla blanca amb
> fibra de vidre. Naturalment, abans d'aplicar, polir, imprimar,
> i després aplica.
Hi pot haver més imatges, són agradables a la vista 🙂 Però encara és millor afegir paraules:
quina resina es va utilitzar i amb quin plastificant? Amb quin tipus de material es va reblar? La majoria els agrada cartró remullat 🙂 Quant de temps fa que navega el vaixell després de les reparacions? Quin tipus de sòl has aplicat? Quanta resina va prendre?
> Bona tarda.
> La factura diu:
> 1. Resina Ame T35 - la pròpia resina
> 2. Butanox M50 és un enduridor.
> La proporció sembla ser d'1:50. Netejar a metall, desengreixar, assecar.
> Vaig aplicar una capa de fibra de vidre, però és bastant específic: el teixit és rar i
> Les fibres es treuen tranquil·lament sense esforç, s'aboquen amb resina. Després de l'assecat complet
> repetit. La tercera vegada el vaig untar amb resina. Has de treballar bastant ràpid
> des que la barreja es posa ràpidament. Important és la vida útil dels components.
Esteu segur que això és epoxi? )))))
> Les imatges poden ser més, són agradables a la vista 🙂 Però encara és millor afegir paraules:
> quina resina es va utilitzar i amb quin plastificant? Quin tipus de material era
> reblat? Més semblant al cartró remullat 🙂 Quant de temps navega després el vaixell
> reparació? Quin tipus de sòl has aplicat? Quanta resina va prendre?
1, netegem a metall nu
2, cobrim 2-3 capes VL-02 (023)
3, Cobrim 2-3 capes amb una imprimació epoxi de dos components.
4, apliqueu la quantitat necessària de catifa de vidre a la resina,
5, rebló
6, apliqueu la quantitat necessària de fibra de vidre.
7, Massilla amb massilla blanca sobre fibra de vidre.
8, Netegem i pintem.
El vaixell està a l'aigua durant 3 anys. No hi ha cap indici de que l'epoxi es desprengui del metall.
> 4, apliqueu la quantitat necessària de catifa de vidre a la resina,
Quantes capes i quina densitat has agafat?
Segons tinc entès, vaig treure els reblons més petits, oi?
> 6, apliqueu la quantitat necessària de fibra de vidre.
A més, quina i quina densitat heu establert?
I quanta epoxi va necessitar? Ara estic decidint què agafar: cola epoxi en pots petits, o és més fàcil treure 5 quilos alhora.
>
>> 4, apliqueu la quantitat necessària de catifa de vidre a la resina,
>
> Quantes capes i quina densitat has agafat?
>
>> 5, rebló
>
> Segons tinc entès, vaig treure els reblons més petits, oi?
>
>> 6, apliqueu la quantitat necessària de fibra de vidre.
> A més, quina i quina densitat has establert?
>
> I quanta epoxi va necessitar? Ara estic decidint què prendre: pots petits
> cola epoxi, o simplement estirar 5 quilos alhora.
La catifa de vidre és la més densa, així com la fibra de vidre. Dibuixa reblons de 4,8 mm. Epoxi esquerre + - 5 kg.
Les capes no són iguals a tot arreu. Vaig suavitzar la superfície amb petits trossos de catifa de vidre, després vaig posar un parell de capes a sobre en tires grans. Vaig reblar a sobre de fibra de vidre. Hi ha 6 capes a la tija.Al mig del vaixell i al pop, hi ha 3 capes de fibra de vidre.
Per tant, s'ha de soldar o enganxar. Com que només els professionals poden soldar, la cola d'alumini és una gran opció per a la llar. Però per a aquest metall només és adequada una cola especial.
Qualsevol cola destinada a l'alumini ha de contenir àlcalis i àcids en la seva composició, destruint la seva pel·lícula d'òxid i augmentant l'adhesió, assegurant una connexió forta.


Amb el desenvolupament de les tecnologies modernes, s'ha pogut enganxar amb força peces d'alumini gràcies al mètode en fred.
- Cola de soldadura en fred Mastix;
- paper de vidre;
- Alcohol, acetona o qualsevol altre agent desgreixant.
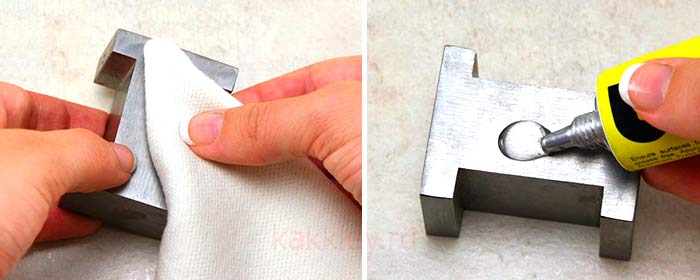
A enganxar alumini junts amb aquesta cola, cal:
- Utilitzeu paper esmeril per netejar les superfícies a connectar de l'òxid i la brutícia;
- Desgreixa amb alcohol o acetona;
- Espereu fins que la superfície estigui seca;
- Talleu la quantitat necessària del nucli i barregeu bé els dos components amb els dits per obtenir una massa homogènia en forma de plastilina. El color ha de ser uniforme;
- Aplicar la mescla adhesiva a les dues superfícies d'alumini que s'uniran;
- Premeu amb força i fixeu-los durant 15 minuts, fins que la cola s'endureixi.

Un adhesiu d'alumini de dos components basat en epoxi amb propietats d'alta adherència i resistència a la calor.
Amb la seva ajuda, l'alumini es pot enganxar a altres materials amb diferents dilatacions tèrmiques: pedra, porcellana, fusta o plàstic.
Per enganxar una superfície d'alumini amb altres metalls i materials, cal preparar:
- Cola epoxi resistent a la calor Moment Epoxi Metall;
- paper de vidre;
- Raspall;
- Mitjans per desgreixar la superfície encolada (alcohol o acetona).
Després d'això, podeu posar-vos a la feina:
- Polir les superfícies a unir amb paper de vidre gruixut per eliminar la brutícia i l'òxid;
- Desgreixeu les parts amb acetona o alcohol;
- Sec;
- Premeu el contingut de dues xeringues de cola (epoxi i enduridor) en una proporció 1: 1 en un recipient separat;
- Barregeu bé la massa epoxi i l'enduridor amb un pinzell;
- Apliqueu cola amb un pinzell a les dues superfícies d'alumini a enganxar;
- Connecteu les peces i premeu-les amb força durant uns segons;
- Netegeu l'excés de cola immediatament amb un drap;
- Espereu 30 minuts perquè la barreja de cola s'endureixi.
Tot i que molts no reconeixen l'eficàcia d'utilitzar cola per a l'alumini, escollint el producte adequat i realitzant el treball encolat clarament segons les instruccions, amb la seva ajuda es pot aconseguir la connexió més duradora.
A més, aquest tipus de connexió es pot combinar amb fixació mecànica.

Els danys menors, com ara rascades, estelles superficials i abrasions, es poden reparar simplement amb una massilla, que s'ha de netejar i pintar acuradament després de la polimerització.
L'argila polimèrica és un material d'alta qualitat que és altament flexible i ideal per esculpir.
Comencem escollint les flors que volem omplir i dibuixem sobre paper els contorns desitjats de la decoració (les plantes han de ser.
Molts bricolants s'enfronten al fenomen de les zones no curades a la superfície del recobriment epoxi. Quan ha passat el temps de curat i gairebé tota la superfície s'ha endurit, en alguns llocs pot quedar una mica d'adherència i suavitat.
A la vida quotidiana, l'epoxi ED-20 és sovint una eina versàtil que serveix tant per enganxar diversos tipus de superfícies com per formar productes a granel mitjançant farcits. Una aplicació tan versàtil de la resina epoxi es basa en la seva excel·lent adhesió tant als metalls com als seus aliatges i objectes no metàl·lics, així com la resistència del material ja endurit als efectes dels dissolvents comuns (principalment aigua).
L'epoxi s'utilitza sovint per reparar vaixells de fibra de vidre o d'aliatge d'alumini. Com s'ha comentat anteriorment, té una bona adherència a tots dos tipus de materials, i la seva facilitat d'ús permet completar la reparació sense cap equip especialitzat (en el cas de l'alumini, soldadura en atmosfera de gas neutre) i pràcticament a la vora, on l'embarcació es va treure per assecar-la/inspeccionar.
Per si mateixa, qualsevol composició basada en resina epoxi és una composició de dos components, és a dir, per "establir-la", cal afegir una petita quantitat mesurada de l'anomenat enduridor al volum de resina seleccionat i després barrejar-la a fons. tota la massa per distribuir uniformement l'enduridor aplicat per tot el volum de reacció. És important entendre que el propi enduridor no només serveix com a catalitzador per a la polimerització de la resina, sinó que es consumeix en el procés del seu enduriment, "incrussant" a les cadenes de polímer resultants. Per tant, un canvi en la relació resina / enduridor canvia no només la velocitat de tot el procés, sinó també les propietats finals de la resina endurida.
Si, en comparació amb la proporció recomanada pel fabricant, es pren massa poc enduridor, és possible que la barreja de reacció no es curi en absolut o que tingui una adhesivitat residual de la superfície, que no s'autoeliminarà amb el pas del temps. Si fas el contrari i prens massa enduridor, la massa de reacció no només s'escalfarà molt i s'endureix massa ràpidament, sinó que també acabarà sent massa fràgil. Si es requereix que la resina es mantingui elàstica i elàstica després de la curació, per a aquests propòsits els fabricants de composicions epoxi recomanen l'ús d'additius plastificants especials introduïts a la massa de reacció abans de curar, i la seva proporció en la massa final tampoc hauria d'excedir els límits recomanats. .
L'alumini i els seus aliatges són un dels metalls més estesos al món modern. Té molts avantatges, gràcies als quals va guanyar popularitat, però el seu ús està marcat per una sèrie d'inconvenients. En particular, el problema dels elements de fixació es converteix en un obstacle.
A causa de la seva suavitat, aquest metall no aguanta bé amb les juntes cargolades convencionals. Es pot soldar amb argó, però això requereix equips sofisticats i un tècnic especialitzat que potser no estigui a mà.
Per tant, en molts casos, especialment quan no s'imposen requisits especials de resistència a la tracció a la junta, la soldadura en fred per a l'alumini ve al rescat.
De fet, el terme "soldadura en fred" es refereix a dues maneres diferents d'unir peces d'alumini.
El primer, utilitzat sovint en condicions de fàbrica, es basa en el principi de difusió, és a dir, la interpenetració de molècules de dos sòlids en contacte entre si. La difusió, en principi, és característica de molts metalls, i en alguns (alumini, coure i alguns altres) el procés és més ràpid que en altres.
Aquest procés s'inicia per pressió. Sota la influència de la pressió, les molècules de dues peces d'alumini diferents semblen "mesclar" entre elles, es formen nous enllaços intermoleculars i es forma una costura prou forta.
Un altre mètode per unir peces d'alumini és encolar. És la cola per a l'alumini que la majoria de la gent associa amb el concepte mateix de soldadura en fred.
Com enganxar alumini a alumini? Bàsicament, s'utilitzen diverses composicions de dos components, la base de les quals és la resina epoxi. Un component addicional que proporciona resistència i adhesió als metalls és la pols fina d'acer, que s'afegeix a la base epoxi immediatament abans de l'ús.
Aquests adhesius es poden produir en diversos estats d'agregació, tant en forma líquida o semilíquida, a prop del gel o la resina real, i en forma de màstic, una massa semblant a un plàstic, a partir de la qual es formen barres rectangulars o cilíndriques. .
Cada bloc està format per dues substàncies que no es barregen entre si. La barreja, que activa les propietats adhesives del llentiscle, té lloc als dits d'una persona just abans de l'aplicació.
El primer mètode, la soldadura per pressió en fred, s'utilitza més sovint quan s'estampa peces en una fàbrica.
El seu principal avantatge és que la costura està formada a partir del mateix material que les peces, això redueix el cost de producció de la cinta transportadora i permet la formació d'unions que tenen una força propera a les peces de fosa.
La soldadura en fred de l'alumini a pressió és, es podria dir, a alta temperatura. Permet que les peces suportin els mateixos nivells de calor que l'alumini pur.
Avantatges de la soldadura per deformació:
- suporta grans caigudes de temperatura;
- suporta una gran pressió (però no més de la que el metall pot suportar);
- mostra resistència en ambients agressius;
- no emet substàncies nocives al medi ambient.
El principal desavantatge és només la necessitat d'utilitzar equips especials per a aquesta soldadura.
Hi ha tres maneres principals de fer-ho:
En el primer cas, dues parts s'uneixen en una premsa d'unió a unió i es comprimeixen fortament al llarg de l'eix longitudinal.
D'aquesta manera, es poden soldar elements amb una zona d'unió local (de petita mida). Cal tenir en compte el procés de "pèrdua" de material després de la compressió: per exemple, en soldar dues peces de reforç d'alumini d'aquesta manera, la seva longitud total serà un 5-7% menor que la longitud total per separat.